Principales factores que influyen en el cuello de botella del aire
- Aire residual tras el llenado al vacío: El aire que queda en el cuello de la botella tras un único llenado al vacío. Ejemplo: 4,7 ml en una botella de 580 ml después de un solo vacío.
- Contrapresión de CO2: El CO2 que se utiliza para rellenar la cerveza puede introducir aire en la cerveza.
- Entrada de aire antes del taponado: El aire que se introduce en la botella durante el instante anterior al taponado.
Métodos para controlar los cuellos de botella de aire
1. Utilizar un proceso de vacío múltiple
El uso de un proceso de vacío en dos etapas reduce drásticamente el aire residual. Las etapas incluyen:
- Extracción inicial al vacío
- Relleno de contrapresión de CO2
- Segunda extracción al vacío seguida de otro llenado de CO2
Este método puede reducir el aire del cuello de botella a menos de 0,1 ml.
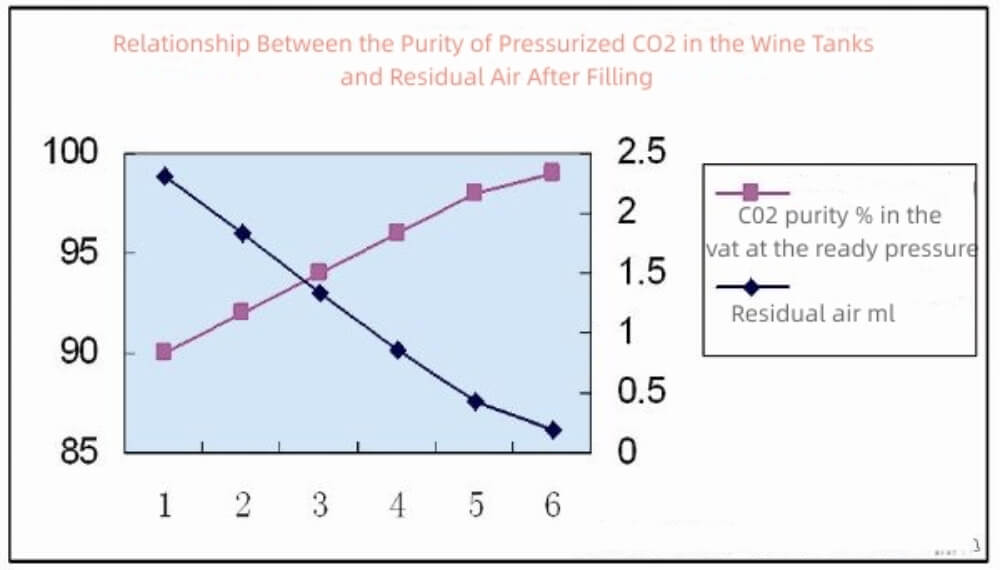
2. Control de la pureza del CO2
Debe controlar la pureza del CO2 para que siempre esté por encima de 99% durante el proceso de llenado. Una menor pureza del CO2 conlleva un aumento del aire de cuello de botella, lo que ha quedado demostrado en las pruebas realizadas por la estrecha relación que existe entre la pureza del CO2 y el contenido de aire.
3. Utilizar tubos de ventilación de diferentes longitudes
Utilice diferentes longitudes de tubos de ventilación para distintos tamaños de botella. Asegúrese de hacer coincidir correctamente los tubos de ventilación con las botellas utilizadas para maximizar la superficie disponible para que el líquido fluya hacia la botella y minimizar las turbulencias y el aire de llenado.
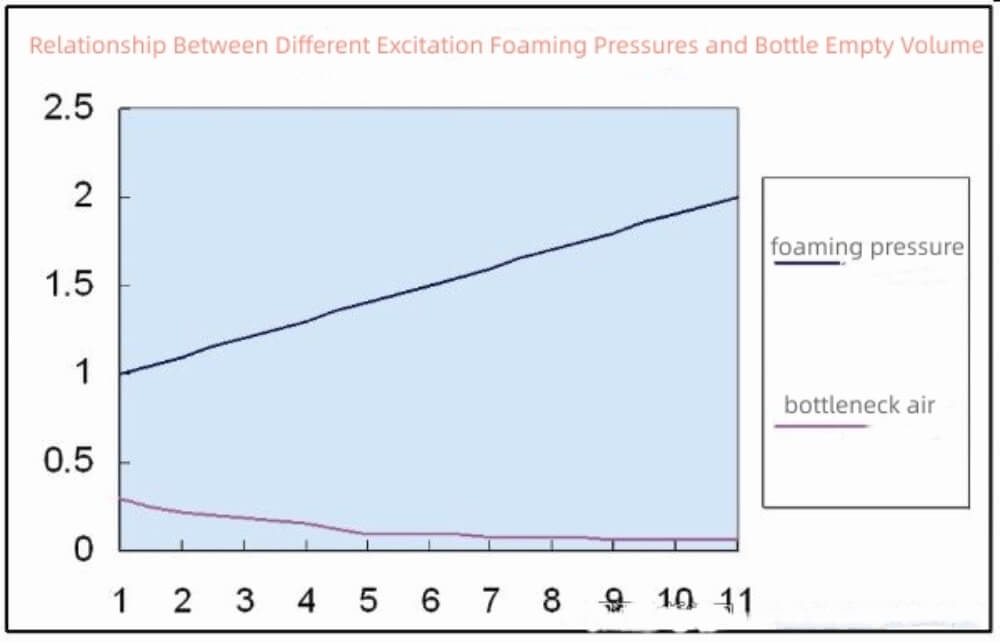
4. Utilizar alta presión para generar espuma
Utilice alta presión justo antes de tapar para expulsar cualquier gas residual en el cuello de la botella. Controle la espuma para asegurarse de que no sea excesiva, lo que provocaría el derrame de la botella o un llenado inadecuado.
5. Mantener la temperatura y la presión
Mantenga la cerveza a bajas temperaturas (-1°C a -4°C) durante el almacenamiento para atemperar la presión y mantener el CO2 disuelto tanto como sea posible. Esto reducirá la formación de espuma y los derrames durante el proceso de llenado.
6. Calidad de las botellas
Asegúrese de que las botellas no tengan defectos como grietas o burbujas que puedan causar problemas de sellado y permitir la entrada de aire durante el llenado.
7. Funcionamiento correcto de las taponadoras
Asegúrese de que las máquinas taponadoras se mantienen y funcionan correctamente para evitar que quede aire atrapado durante el proceso de taponado.
8. Mantener bajo el oxígeno disuelto
Controle los niveles de oxígeno disuelto en la cerveza antes del embotellado para minimizar la cantidad total de oxígeno recogido durante el proceso de llenado.
9. Calidad de la espuma
Controla la calidad de la espuma generada durante el llenado. Afecta a la capacidad de la espuma para desplazar el aire en el cuello de la botella. Una composición adecuada de la mezcla de espuma facilitará una mejor eliminación del aire del cuello de la botella.
10. Aumentar los niveles de relleno
Aumentar el nivel de llenado disminuye el volumen de gas en el cuello, pero aumenta el riesgo de derrame durante la pasteurización.
Conclusión
El control del aire en el cuello de las botellas de cerveza implica una combinación de todas estas técnicas, la utilización del proceso de vacío múltiple, el control de la pureza del CO2, el uso de tubos de ventilación de diferentes longitudes, la gestión de la temperatura y la presión, y muchas otras. Utilizando todos estos métodos juntos, las fábricas de cerveza pueden mejorar la calidad de sus productos, aumentar la vida útil y minimizar los problemas de oxidación.